大幅面激光机切方管穿孔类型与切割原理
【现象】
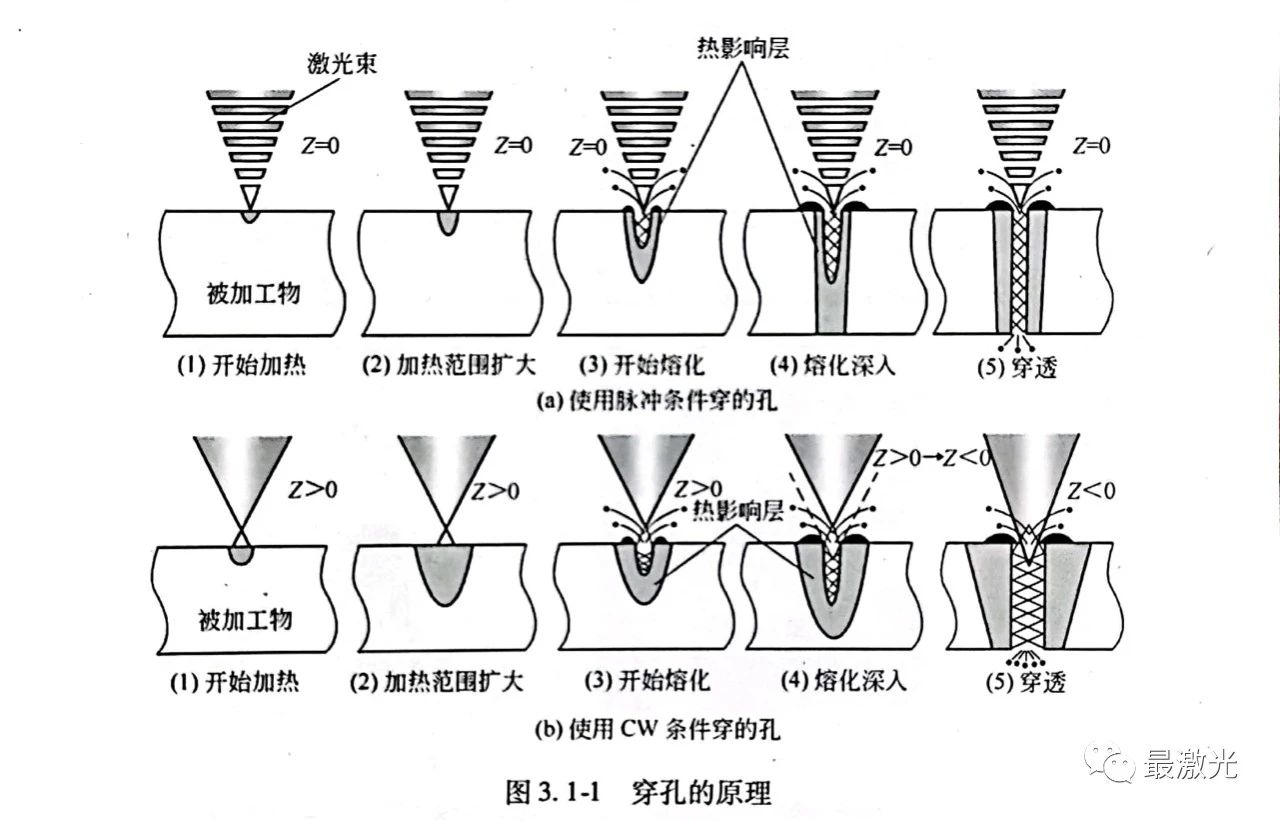
穿孔类型包括脉冲式加工和连续式(CW)加工两种(如图3.1-1所示)。穿孔加工现象从激光束照射加热材料表面的过程(1),到逐渐深入穿孔的过程(2)~(4),直到最后穿透的过程(5),是一个连续而不间断的过程。使用CW条件时,要把焦点位置设置在材料表面的上方(Z>0),扩大加工孔径,然后再让焦点位置随着穿孔加工的深入而向下方移动,最终完成穿孔加工。使用脉冲条件时,可起到抑制热量输入,实现小孔加工的效果。
【原理】
A 用脉冲条件穿孔
当碳钢材料的板厚在9mm以上时,如用脉冲条件穿孔的话,加工时间会急剧增加,但穿出的小孔直径则仅约为0.4mm,比切缝要窄,并且热影响也较少。
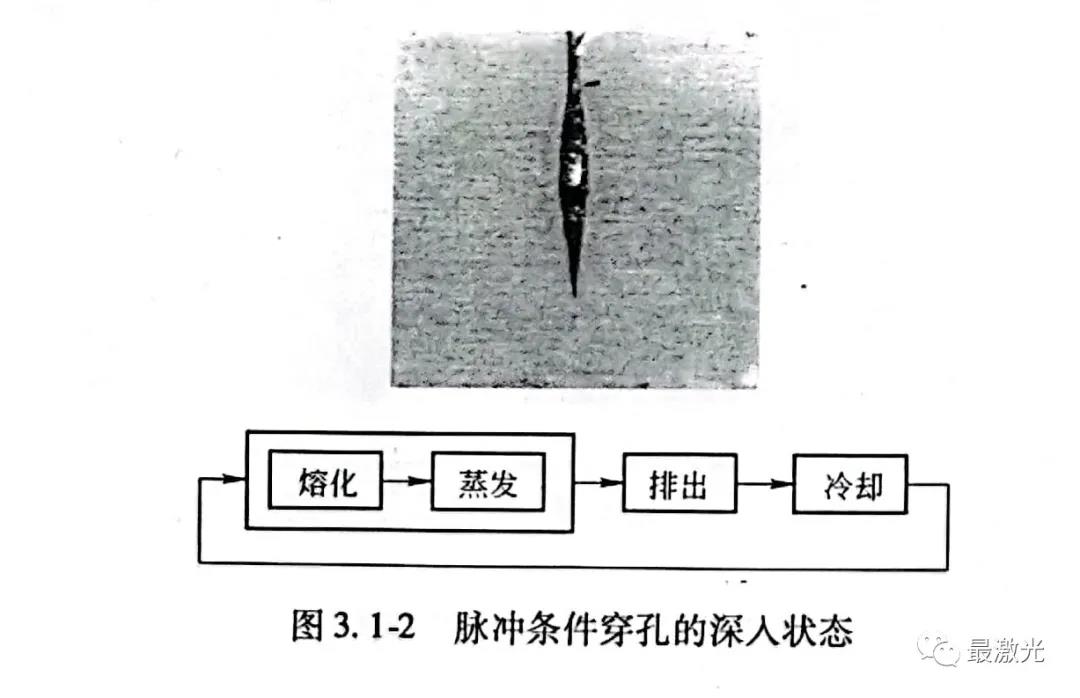
图3.1-2是让激光在穿孔的中途停止照射时的形貌,是用来检查穿孔进展状况的。脉冲穿孔是通过激光的照射、停止照射的不断反复,来熔化(蒸发)材料、排出熔融物及进行冷却的,并由此而使穿孔渐进深入。熔化和排出的任何一方在时间上出现偏差,都会导致熔融金属向上逆喷,或穿孔时间变长。频率在100~200Hz范围内时,脉冲峰值功率设定得越高,穿出的孔质量就会越好。如果用更高的频率,则只有熔融能力会变高,熔融金属的排出和冷却效果都会降低。
B 用CW条件穿孔
用CW条件穿孔时,会发生大量熔融金属向上喷的现象。而当熔融金属不能从上面极小的孔径中排出时,就会发生过烧。CW穿孔的弊端是会有大量熔融金属喷到被加工物的表面,但CW穿孔却可以大幅缩短加工时间。

图3.1-3是分别使用不同直径的喷嘴用CW输出对12mm厚的SS400材料进行穿孔后,材料的表面及背面的照片。喷嘴的直径相当于向穿孔部喷射氧气的范围。喷嘴的直径越大,穿出的孔直径也越大。
C 其他
一般条件下,穿孔条件是通过边观察脉冲条件或CW条件下的穿孔进展状况(或两种条件下的状况),边进行调整的。最为理想的穿孔效果是:孔径小,所需时间短。