了解不锈钢激光切管机之氧气辅助气流与切割性能的关系
在以氧气为辅助气体的金属切割中,氧气起着对加工材料燃烧的助燃,以及把熔融金属从狭窄的切缝内高效排出的作用。
在碳钢材料的厚板切割中,利用氧气的燃烧反应产生的热能进行加工,可大幅提高切割能力。氧气的纯度决定着燃烧的效率,对加工性能影响很大(燃烧反应对加工的影响在其他章节中有详细论述)。在碳钢薄板的切割中,激光束的熔融作用大于燃烧反应作用,因而氧气纯度对加工的影响比较小。
【原理】
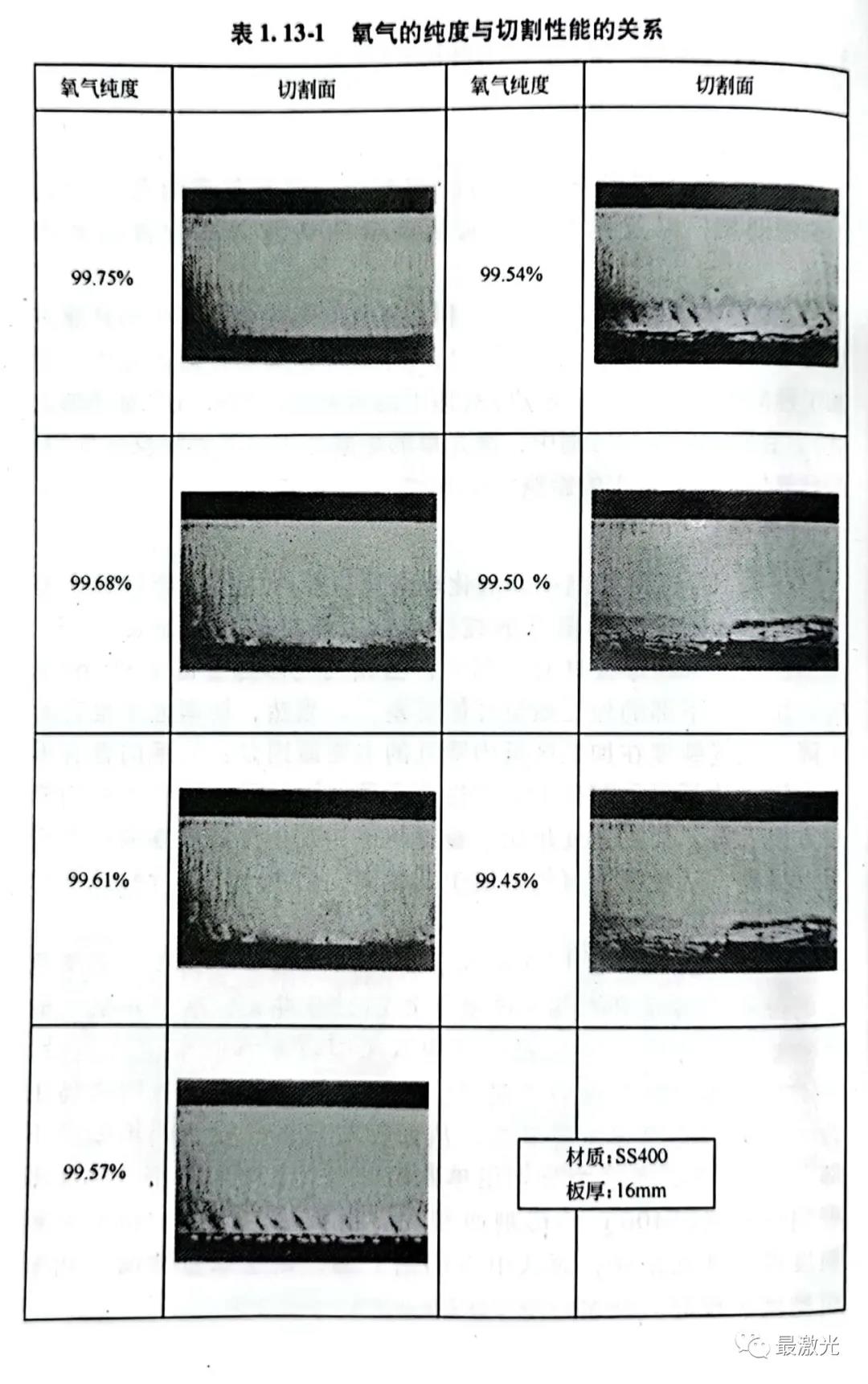
在碳钢厚板的切割中,氧化燃烧反应所产生的热能将起主要作用,从喷嘴喷出的氧气的纯度与加工质量的关系如表1.13-1所示。在16mm厚板材的切割中,当氧气气体纯度低于99.61%时,切割面下部的加工质量开始变差。当然,切割速度也有所下降。氧气纯度在加工区域内降低的主要原因是:气罐内含有不纯净物,从板厚上部到下部的燃烧中氧气被消耗以及空气从切缝后方侵入等。切割速度越快、板材越厚,则拖曳线就越向后方滞后。另外,从喷嘴下氧气环境中的脱离,会更进一步导致氧气纯度的下降。
解决方法如图1.13-1所示,即对从切割前沿到板厚下部范围通过从喷嘴喷出的高纯度氧气得到充分补充,达到对空气的屏蔽效果。方法之一就是,使用双重喷嘴来屏蔽加工的前沿,在中央喷嘴向激光束的照射部分喷射氧气的同时,外围喷嘴也会向照射部的周围喷射氧气,从而使氧气供应能达到板厚的下部。
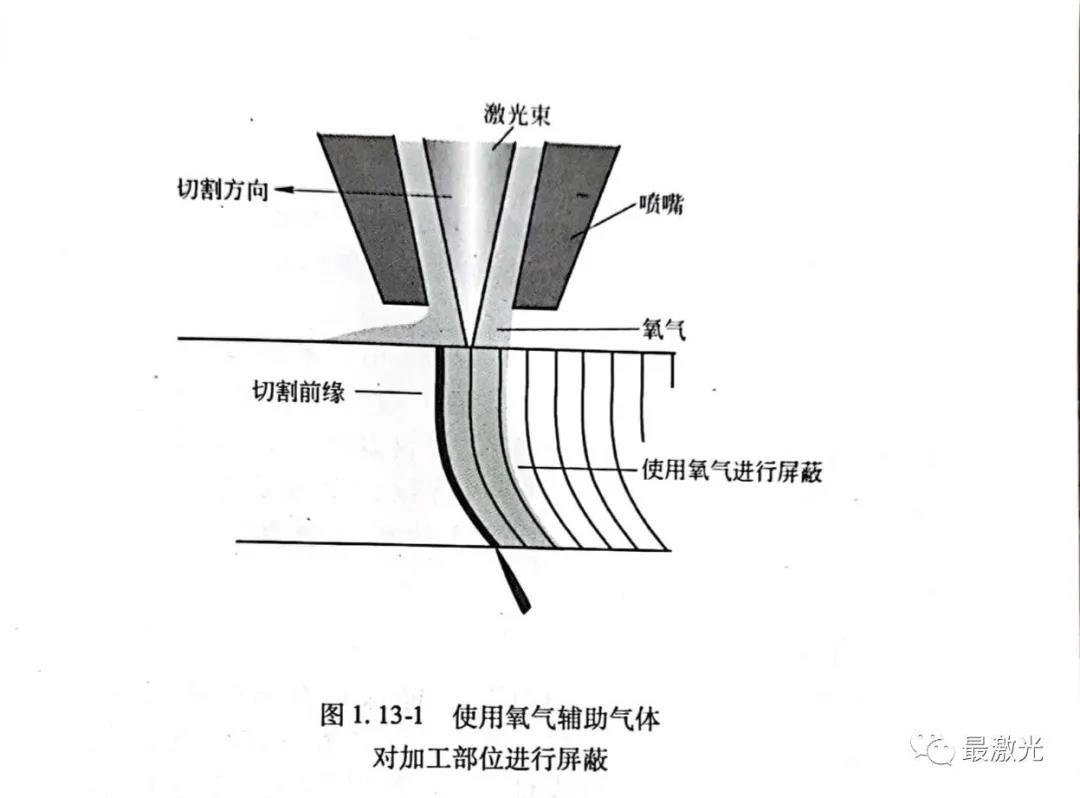
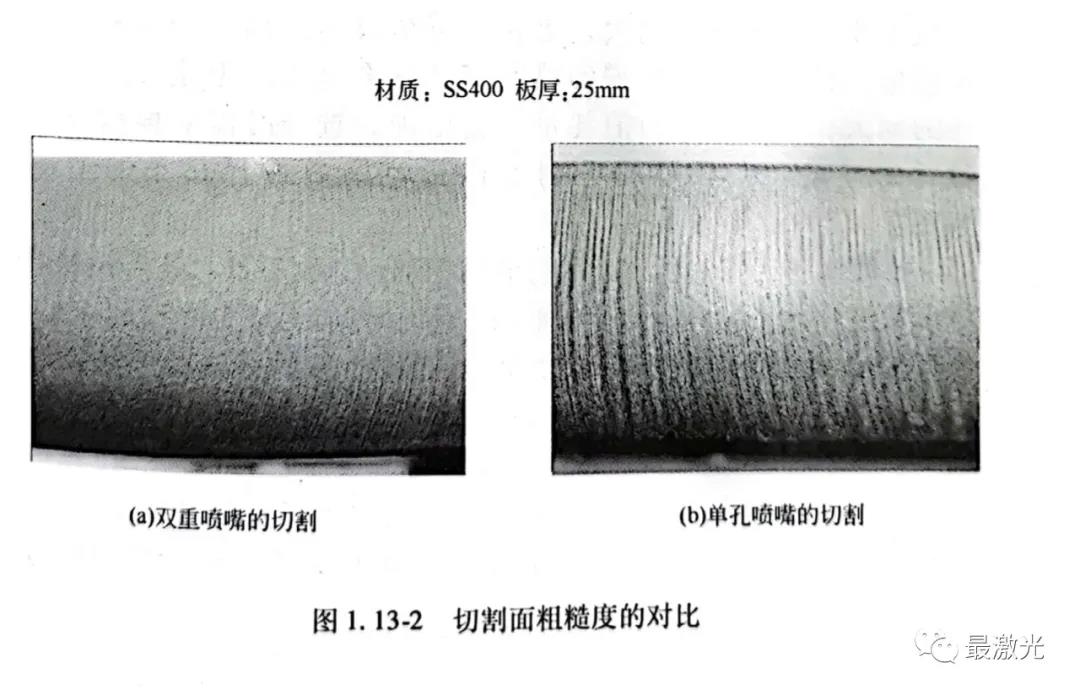
图1.13-2所示为分别用单孔喷嘴与双重喷嘴切割25mm厚碳钢材料(SS400)的切割面照片。在板厚的上部,切割面粗糙度没有什么差异;而从中央部到下部,则是双重喷嘴的切割粗糙度比较好。
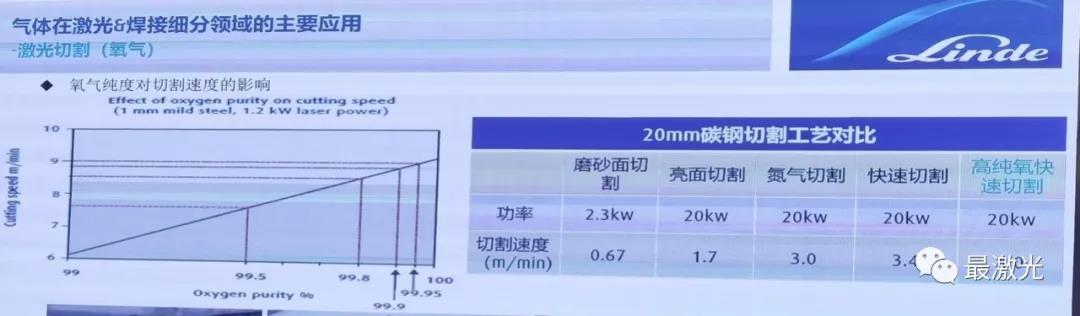
【超净切割技术】超纯度氧气对碳钢效率、效果的发现:相同效果、更快的切割速度;相同速度、更厚的切割厚度。以下为林德气体提供的官方数据:
氮气或空气辅助气流与切割的关系
【现象】
用氮气或空气进行切割时,辅助气体的作用就是把因激光束照射而熔化的金属从切缝的上部推向下部,进而从加工部的背面排出,防止在背面挂渣。
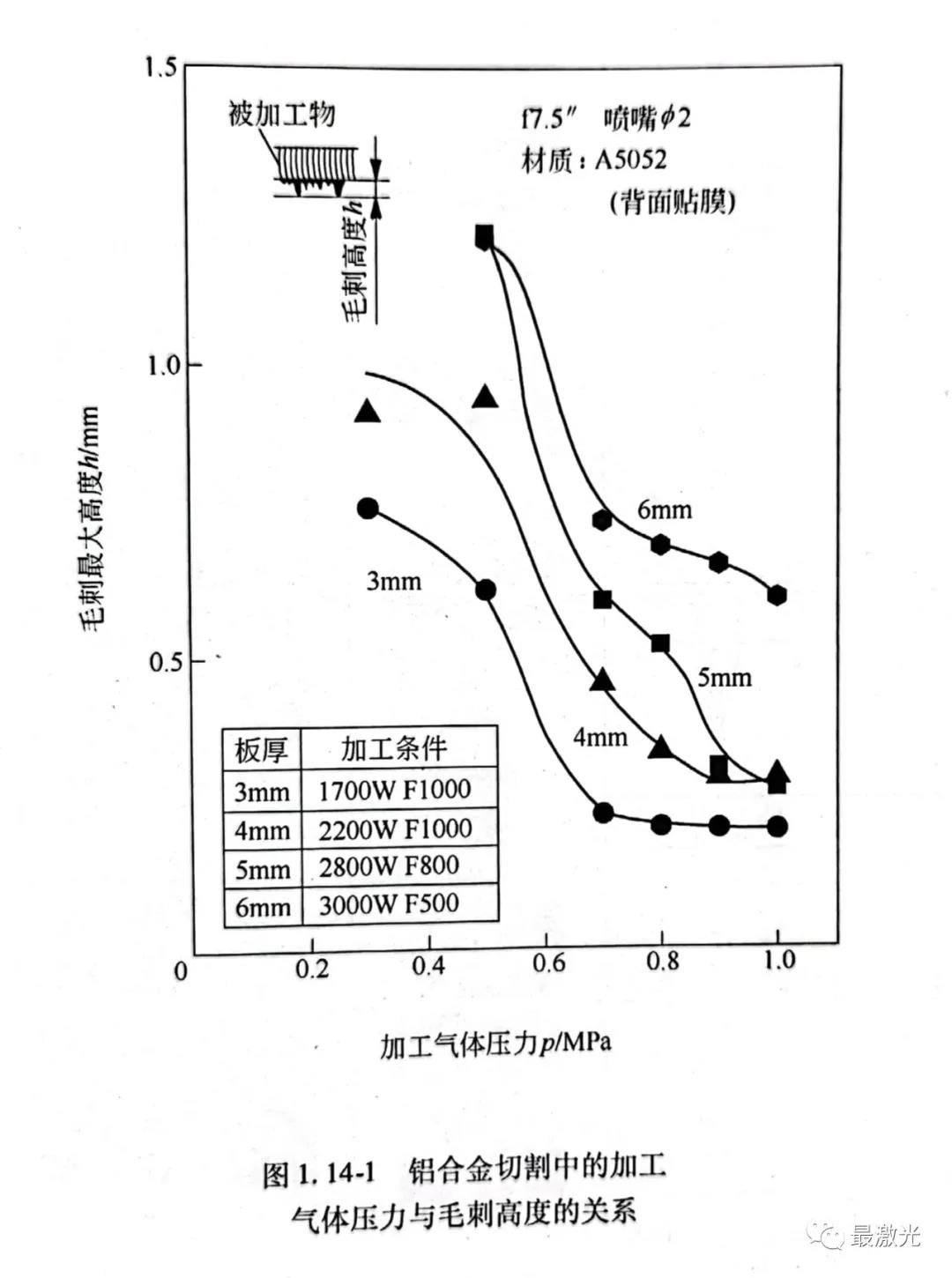
要想充分发挥辅助气体的喷射作用,就需要切缝内能保持足够的辅助气体压力。图1.14-1所示为分别对板厚为3、4、5、6mm的铝合金(A5052)材料以空气作为辅助气体进行切割时,辅助气体压力(p)与最大毛刺高度(h)的关系。任何板厚都显示为辅助气体的压力越高,毛刺的高度越小。
【原理】
从喷嘴喷出后的辅助气体压力能保持在与喷嘴内压力同等程度的范围,称为潜在核。潜在核的特性直接影响上述挂渣情况。潜在核从喷嘴的前端起,其可以保持的距离与喷嘴的直径成正比,喷嘴直径越大,潜在核可维持的距离就会越长。不难想像,板材越厚,所需的喷嘴直径就会越大。但是,随着直径的加大,辅助气体的消耗量也会增加,选择时需要根据加工材料的厚度,在板厚的毛刺容许量范围内选择最小的喷嘴直径。
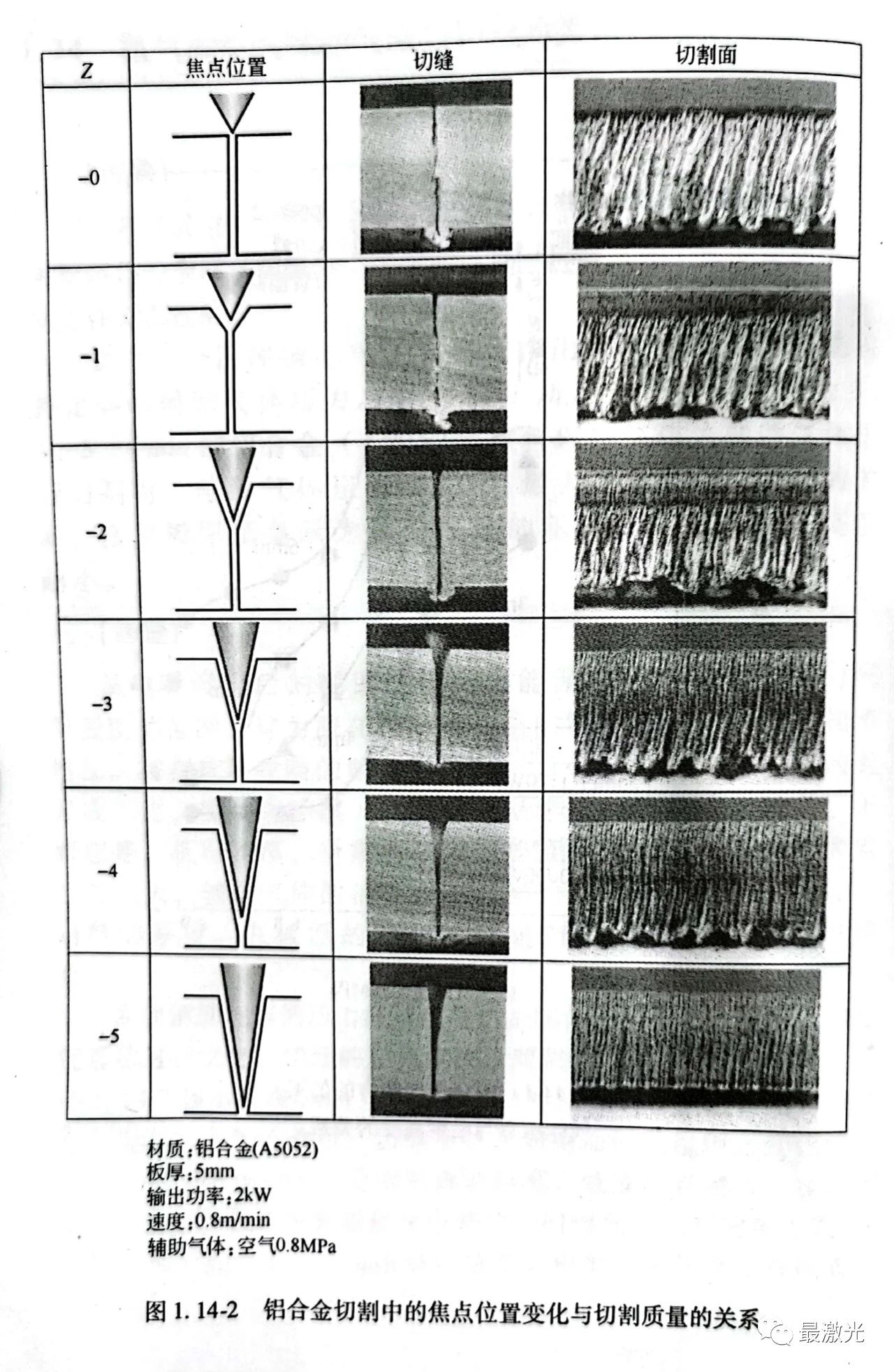
要使辅助气体的压力能从切缝的上部保持到下部,还需要对切缝形状进行优化。切缝的形状取决于照射到加工材料的光束特性。图1.14-2显示了在5mm厚铝合金(A5052)的切割中,当焦点位置在板厚的内部变化时,切缝形状及切割面形貌也随之变化的状况。负调整量越大,上部切缝就越宽,坡度也就越大。在该实验中,焦点位置设在贴近板厚底部位置时得到了良好的加工质量。需要注意的是,焦点位置的最优值将会根据光束的聚光特性而有所差异。