异形激不管切管机碳钢完美收刀的方法
【现象】
在碳钢的厚板切割中,很容易在切割末端部分出现熔损现象。在如攻螺纹等打孔加工中,根据质量要求,有时需要对熔损部分进行修补。特别是那些板材厚、孔径小的加工,熔损量会比较大。
【原因】
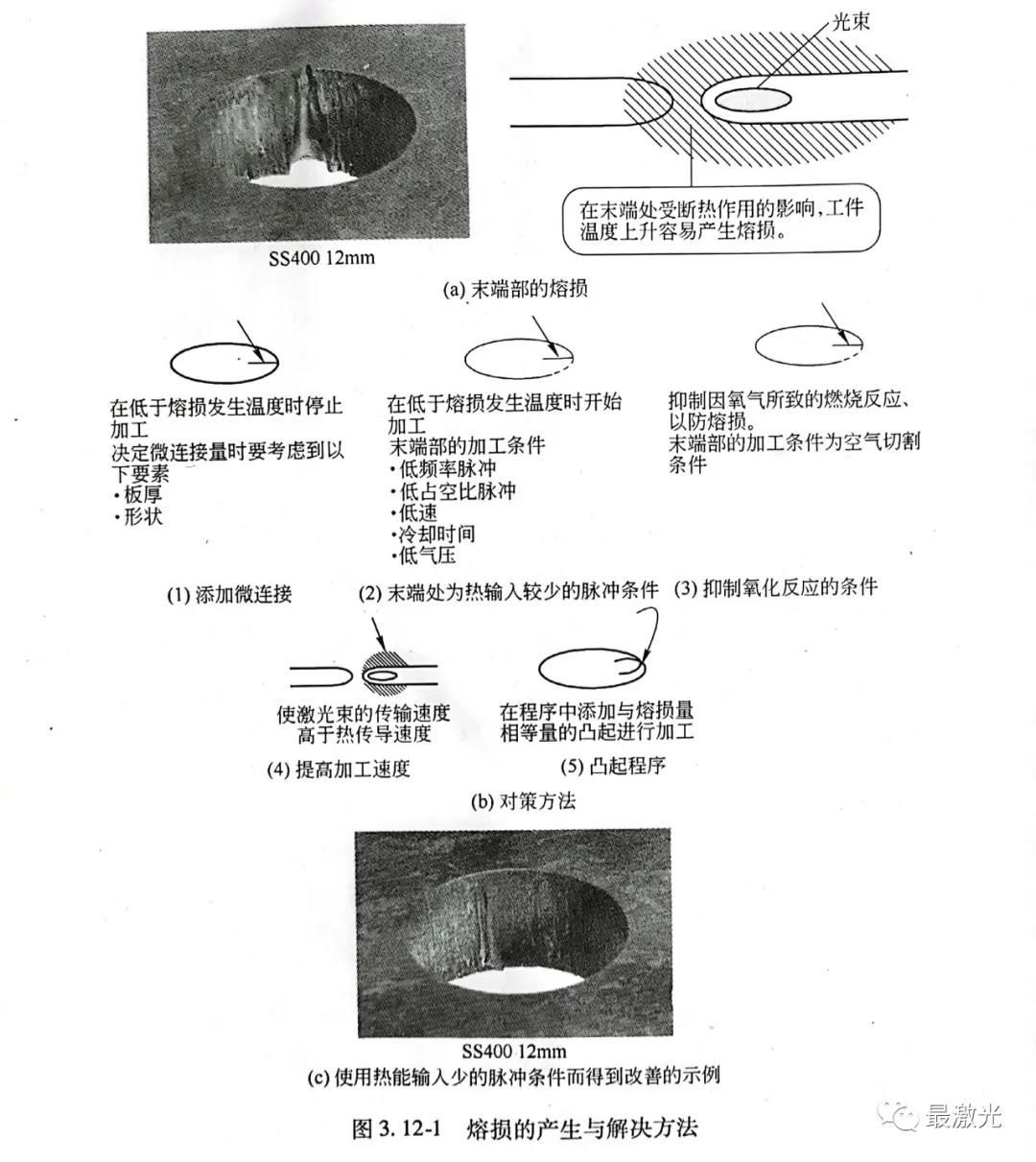
如图3.12-1所示,在加工处产生的热传导速度快于切割速度,热能会作用在激光之前。当加工接近末端部分时,热量将失去热传导空间,末端部分因此而处于高温状态。此时如果再继续提供氧气,就会引发过烧,造成熔损。
【解决方法】
防止厚板末端熔损的方法有:(1)在产生熔损前停止加工;(2)减少热能的输入;(3)抑制氧化反应;(4)在温度升高前加工;(5)补偿。
(1)在产生熔损前停止加工→添加微连接
在加工末端即将加工完毕时停止切割,留下稍许切割剩余(微连接)。微连接的量需要根据①加工材料的板厚、②加工形状、③材质、④切缝宽度(焦点位置、透镜焦点距离)等要素来决定。
(2)减少热能的输入→切换为热能输入较少的脉冲条件
将发生熔损部分的条件切换为热量输入较少的脉冲条件。脉冲条件的①低频率、②低占空比、③低速度、④低气体压力等参数设定会有效抑制热能的输人。
(3)抑制氧化反应→使用空气或氮气
虽然氧气的氧化反应热可以提高加工能力,但会使末端部积蓄过多的热量。如果把末端部的加工气体切换为空气或氮气,虽然会出现挂渣缺陷,却可有效抑制氧化反应热的产生。
(4)在温度升高前加工→提高加工速度
如果在输出功率上还有让切割速度提高的余地,则应将切割速度条件设置为比热传导速度更快的条件,也就是说要将切割速度设定在2m/min以上。
(5)进行补偿→凸起程序
在程序上,添加与熔损掉的量等量的凸起程序。凸起部分在加工中会被熔掉,最终可获得加工上的平衡,达到防止熔损的目的。