不锈钢激光切割机的激光功率、切割速度与切割效果的关系
激光功率是直接影响加工材料熔融能力的参数。例如,下列需要提高加工能力的要求,都是可以通过加大激光功率来满足的:
(1)加快切割速度;
(2)加工的工件厚度较大;
(3)加工对象是铝或铜等高反射率材料;
(4)透镜需要从短焦距透镜改为长焦距透镜;
(5)焦点位置在加工材料表面的设定发生了变化。
加工条件中的功率设定是否得当,可以通过观察加工过后的切割面情况来判断。图1.10-1所示为碳钢厚板的切割实例。功率大于最佳值时,切缝周围的热影响区(烧痕)会变大,尖角部分会出现被熔掉的现象。另外,切割面上拖曳线的间距也会变大,且从上部到下部呈直线状。
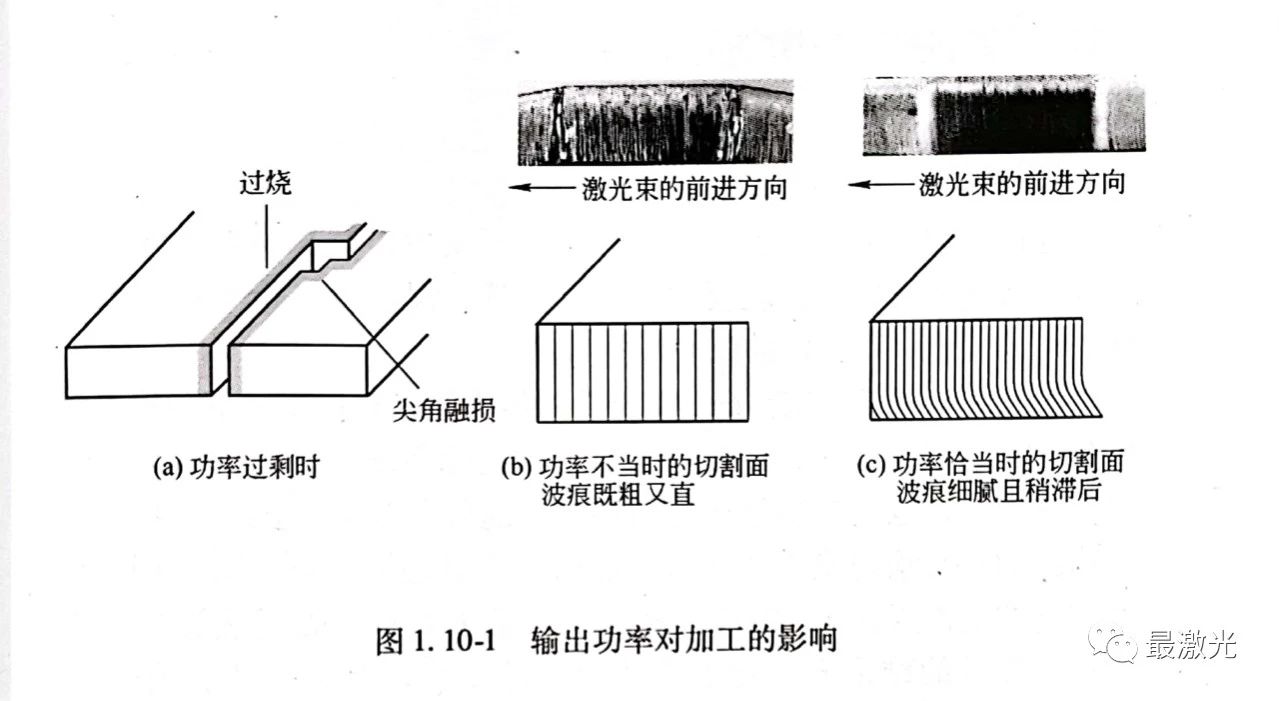
功率小于最佳值时,切割面的下部粗糙度会明显变差,如进一步化,切缝下部会呈现塌陷状态,挂渣也又多且硬,去除起来很困难。
功率为最佳值时,切割面上拖曳线的间距会非常小,下部相对于加工的行进方向将稍呈滞后状态,对切缝周围的热影响也为最小,尖角部被熔掉的现象也比较少。
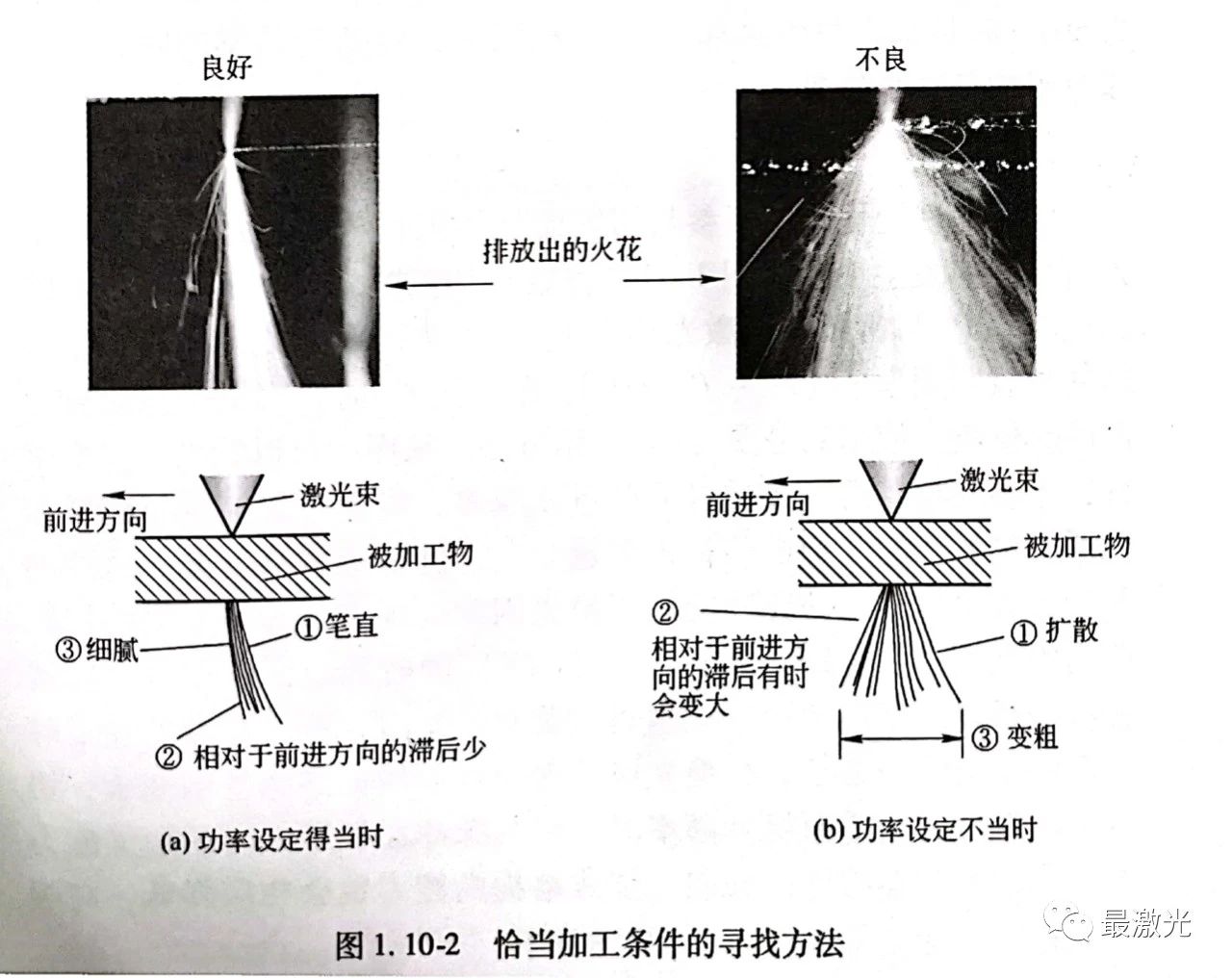
加工条件是否得当,其实也无需等到加工结束后通过切割面质量来判断,在加工过程中仔细观察火花的溅射状况,也是足以作出判断的。在切割过程中,从加工材料的下部溅射出的火花的状态直接受切缝内熔融金属的流动状况影响。如图1.10-2所示,如果从加工材料下方溅射出的火花是①直线、②稍滞后、③纤细等形貌,这就意味着加工条件得当[1.功率设定不当时,在切割过程中从材料的下部溅射出的火花将表现为:①扩散、②与切割行进方向呈反向滞后和③变粗等形貌。